How to avoid late and costly problem recovery in rubber production – part 1/3
Most of the properties of rubber or rubber-like products are depending on the integrity of the cross linking of the material. Failures can vary from costly to even fatal in the worst case. The rubber part rarely is the most expensive component, but in too many cases it is the main “insurance” of the whole system. Does your current quality philosophy reflect that importance?
In the industry it has become a standard to take samples for spot checks during or after each step of the process to “make sure” all parameters are within range. A few typical examples
| Step | Method | Frequency |
| Mixing | Rheometer curve | Each batch |
| Tensile, hardness | Each delivery | |
| Extrusion | dimensions | In line |
| Curing / Moulding | Hardness | Each batch |
| Tensile | Each delivery | |
| Compression set, rebound r. | Each delivery |
The nature of most offline lab tests is:
- They are done on samples with standardised geometry, not on the very product
- The samples did not follow the same process as the product, (lab press slabs)
- The samples are not subject to process variations
- Tests like compression set, swelling take days and have no relevance during production
Conclusion: Those tests cannot cover the risks of a production with tolerances / variations
Example 1:
A producer of liner hoses for cars wants to establish a new (cheaper) compound and therefore introduce new samples. The properties of the new compound have been set based on the data collected from current production and the successful pulse tests in the lab before and with the new compound.
After a few weeks of testing 90% of the samples are failing in the pulse test. The new product is being rejected. A competitor is now in the lead for the new generation.
Root cause:
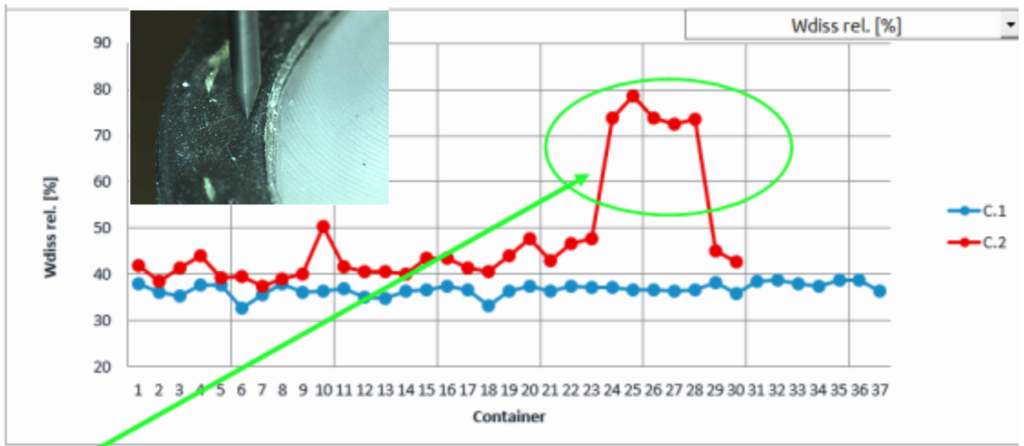
The samples of the regular production have been taken during daily routine mid shift. The new samples are from sample production, started Monday morning with a cold extrusion line. The flow or joint lines in the cross head are leading to a lower degree of crosslinking and therefore a product failure in the final test.
Example 2
A producer of gaskets is in the business for decades with a product with excellent production expertise. Rising costs for energy and raw materials are forcing them into a tight saving program.
Based on the Rheometer data and lab tests the engineers agree on shortening the cycle times of the injection presses by 10%, keeping the curing temperatures. The assumption is backed by positive tests and customers confirmation on samples.
A few months later there are severe leakages in the field. An investigation of the failed products finds that all faulty gaskets came from one mould and selected cavities.
Root cause:
One of the presses had a defect heating element that left one section of the mould colder than others. The temperature sensors are just placed near that section. Samples for testing have been selected, based on a defined routine, from the corners of each mould.
Solution
- Know your process flaws and variations by monitoring the RELEVANT parameters
- Challenge your QC process by asking: Which is the right test at which frequency
- Avoid time consuming and irrelevant tests on lab slabs
Next: Predictable hose failure during long-term impulse testing